Back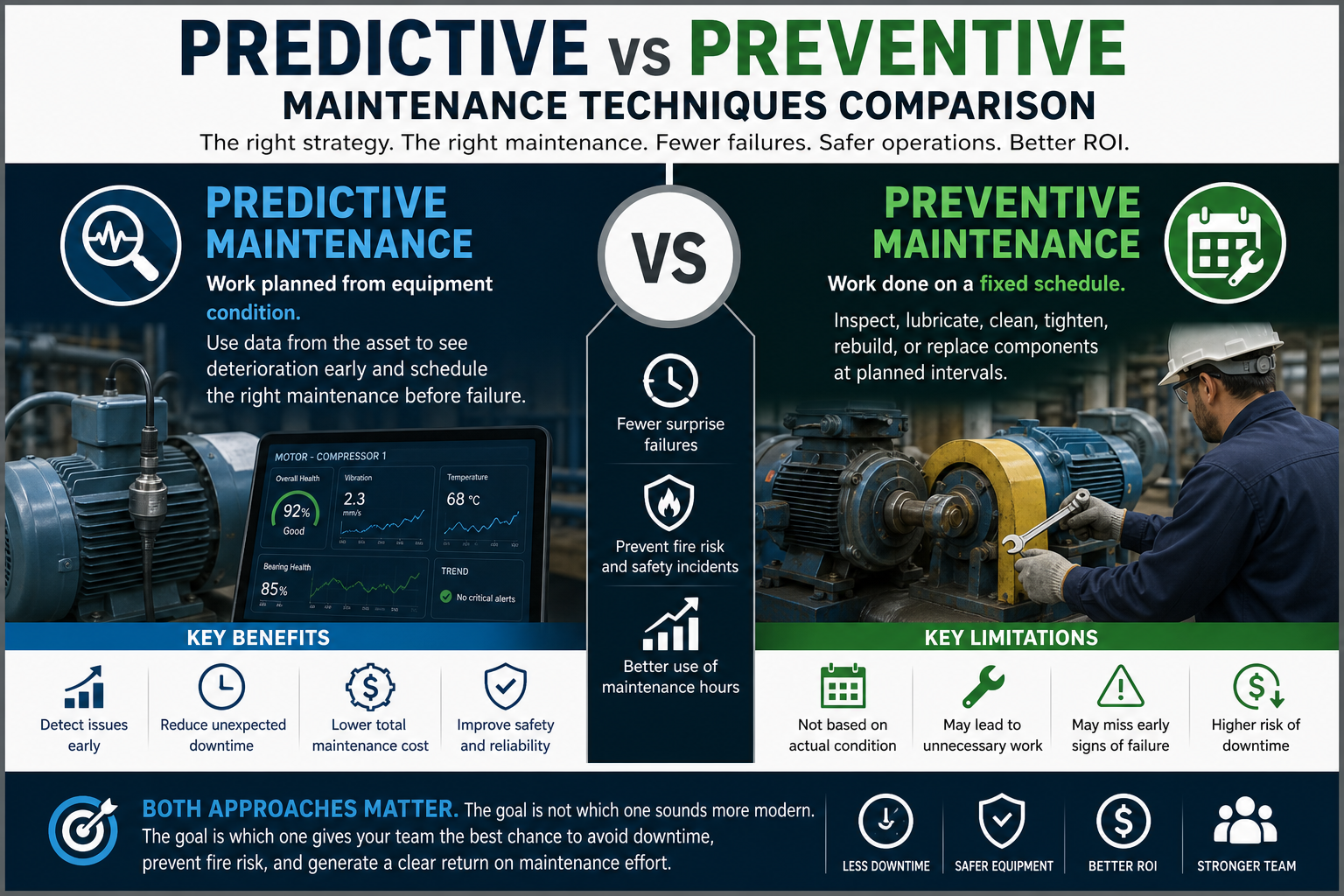
2026-05-06/Drew Hanover
Preventive vs Predictive Maintenance Techniques: How to Choose the Right Approach
Most maintenance teams do not need a debate about buzzwords. They need fewer surprise failures, safer equipment, and a way to spend maintenance hours where they actually matter.
That is where the difference between preventive and predictive maintenance techniques becomes useful.
Preventive maintenance is work done on a fixed schedule. You inspect, lubricate, clean, tighten, rebuild, or replace components at planned intervals.
Predictive maintenance is work planned from equipment condition. You use data from the asset to see deterioration early and schedule the right maintenance before failure.
Both approaches matter. The question is not which one sounds more modern. The question is which one gives your team the best chance to avoid downtime, prevent fire risk, and generate a clear return on maintenance effort.
The Short Answer
Use preventive maintenance for known wear items, safety-critical checks, and tasks where time-based service is required.
Use predictive maintenance when equipment condition changes unevenly, when unplanned downtime is expensive, or when early warning changes the outcome.
In many industrial facilities, the best program uses both:
- Preventive maintenance keeps routine work under control.
- Condition-based monitoring shows when equipment is drifting outside normal behavior.
- Predictive maintenance uses that condition data to plan repairs before failure.
The maintenance schedule gives the team structure. The condition data tells them when the schedule needs to change.
What Preventive Maintenance Techniques Look Like
Preventive maintenance is the foundation of most industrial maintenance programs.
Common preventive maintenance techniques include:
- Lubricating bearings, chains, gears, and moving assemblies on a fixed interval.
- Replacing belts, filters, knives, seals, and wear parts after a defined number of hours.
- Cleaning motors, cabinets, sensors, ducts, and cooling surfaces before buildup causes problems.
- Inspecting guards, couplings, fasteners, rollers, and conveyors during planned routes.
- Testing fire protection equipment, emergency stops, interlocks, and safety devices.
- Calibrating instruments, probes, and control devices on a scheduled basis.
- Performing annual, quarterly, monthly, weekly, or shift-based inspection rounds.
Preventive maintenance is valuable because it creates discipline. It ensures that basic work does not get forgotten when production is busy.
But it also has a weakness. It assumes equipment ages on schedule.
Industrial equipment rarely behaves that neatly. Two identical motors can run at different loads. Two bearings can see different dust, vibration, lubrication, alignment, and ambient temperature. One conveyor may run hot during a high-throughput season while another sits idle. A panel connection may loosen years before the inspection schedule expects it.
A calendar can tell you when work was planned. It cannot always tell you when work is actually needed.
Where Preventive Maintenance Falls Short
Preventive maintenance can still leave three costly gaps.
The first gap is over-maintenance. Parts are replaced before they need to be. Technicians spend time on assets that are running normally. Production stops for work that may not improve reliability.
The second gap is under-maintenance. A component fails between intervals. A bearing starts heating the day after inspection. A belt begins slipping during the weekend. A loose electrical connection gets worse between panel surveys.
The third gap is blind-spot risk. Manual rounds and scheduled inspections are snapshots. They miss failures that develop at night, under unusual load, in hard-to-reach areas, or in places where people cannot safely stand for long.
That is why preventive maintenance alone is often not enough for facilities where one missed problem can stop a line or start a fire.
What Predictive Maintenance Techniques Look Like
Predictive maintenance techniques use measured equipment behavior to estimate when maintenance should happen.
Common predictive maintenance inputs include:
- Thermal data from fixed or handheld infrared cameras.
- Vibration data from motors, fans, pumps, compressors, and bearings.
- Motor current and electrical signature analysis.
- Oil analysis for contamination, wear particles, viscosity, and fluid condition.
- Acoustic and ultrasonic monitoring for leaks, bearing defects, and mechanical changes.
- Pressure, flow, humidity, and process temperature trends.
- Runtime, load, speed, product mix, and production context.
- Historical failure records and maintenance work orders.
Predictive maintenance does not always require advanced AI. Sometimes the most useful prediction is a simple trend:
"This bearing normally runs at 45°C. It has moved to 52°C, then 56°C, then 61°C over three weeks under similar load. It should be inspected before the next planned shutdown."
That is predictive maintenance in practical terms. The team is not waiting for failure, and it is not replacing the part only because the calendar says so. It is using condition data to decide when the work should happen.
For a deeper terminology breakdown, read our guide to condition-based maintenance vs predictive maintenance.
The Role of Condition-Based Monitoring
Condition-based monitoring is the bridge between preventive and predictive maintenance.
It is the act of measuring equipment condition while the asset runs. The signal might be temperature, vibration, oil condition, current, pressure, flow, sound, or another measurement.
Once that data exists, the maintenance strategy can mature:
- Monitor the asset.
- Define normal behavior.
- Alert when the asset drifts.
- Investigate the cause.
- Schedule maintenance based on urgency.
- Use the trend history to predict what happens next.
Without condition-based monitoring, predictive maintenance becomes guesswork. With reliable condition data, the team can see whether an asset is stable, worsening slowly, or accelerating toward failure.
This is why condition-based monitoring with thermal imaging is such a practical starting point for many industrial sites. Heat is a common early signal across bearings, motors, panels, conveyors, hydraulics, batteries, dust systems, and process equipment.
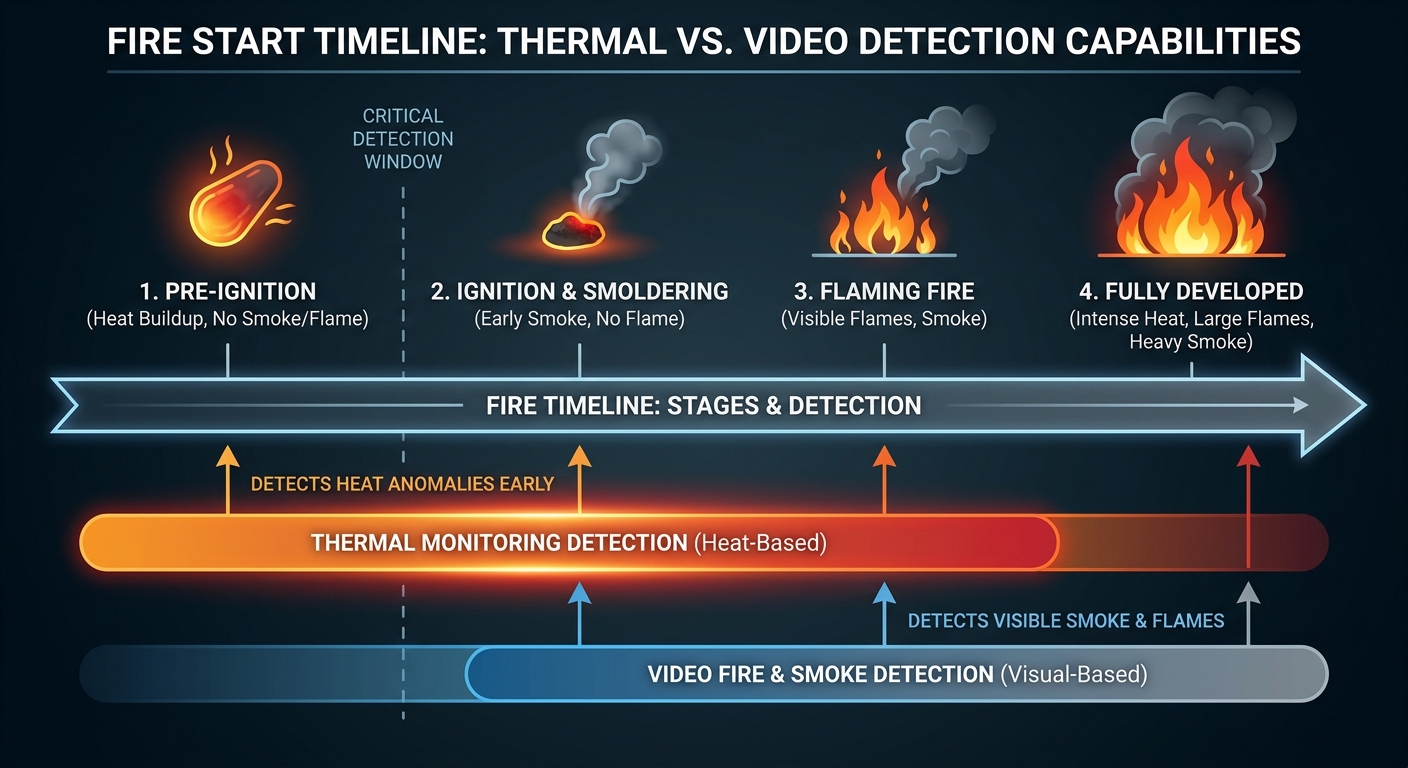
Why Thermal Cameras Are Useful for Predictive Maintenance
Many failures create heat before they create a shutdown.
A bearing generates friction. A belt slips. A motor runs under abnormal load. A loose electrical lug creates resistance. A hydraulic restriction creates heat. A blocked duct or smoldering material warms before it becomes visible smoke or flame.
A fixed thermal camera can see those changes continuously.
That is different from a monthly handheld thermal route. A route is useful, but it is still a snapshot. Continuous thermal monitoring watches the asset during the shift, at night, through weekends, and during the load conditions that inspections may miss.
AVIAN thermal cameras are designed for this kind of monitoring. One camera can watch a production zone and track many visible assets at once:
- Bearings, rollers, and idlers.
- Motors, gearboxes, and drives.
- Belts, pulleys, and conveyors.
- Electrical cabinets and switchgear.
- Hydraulic systems and pumps.
- Dust collection ducts, cyclones, baghouses, and hoppers.
- Battery rooms, charging areas, and stored material.
The result is a maintenance signal and a fire-prevention signal from the same system.
Preventing Downtime and Fire With the Same Data
In heavy industry, downtime and fire risk are often connected.
A seized bearing is a maintenance failure. In a dusty or combustible environment, it can also become an ignition source.
A slipping belt is a reliability problem. It can also create enough friction heat to start a fire.
A loose electrical connection is an electrical maintenance issue. It can also arc, damage equipment, and ignite nearby material.
A blocked dust duct is a process problem. It can also trap hot material and create a smoldering event.
Traditional fire detection often waits for smoke, flame, or a sprinkler event. Thermal monitoring catches the earlier condition: abnormal heat.
That earlier warning is where ROI comes from. A bearing changed during a planned stop may be a small maintenance task. The same bearing after a seizure may become damaged shafts, lost production, emergency labor, cleanup, and fire risk.
We covered this business case in more detail in The Hidden ROI of Thermal Monitoring and the benefits of condition monitoring.
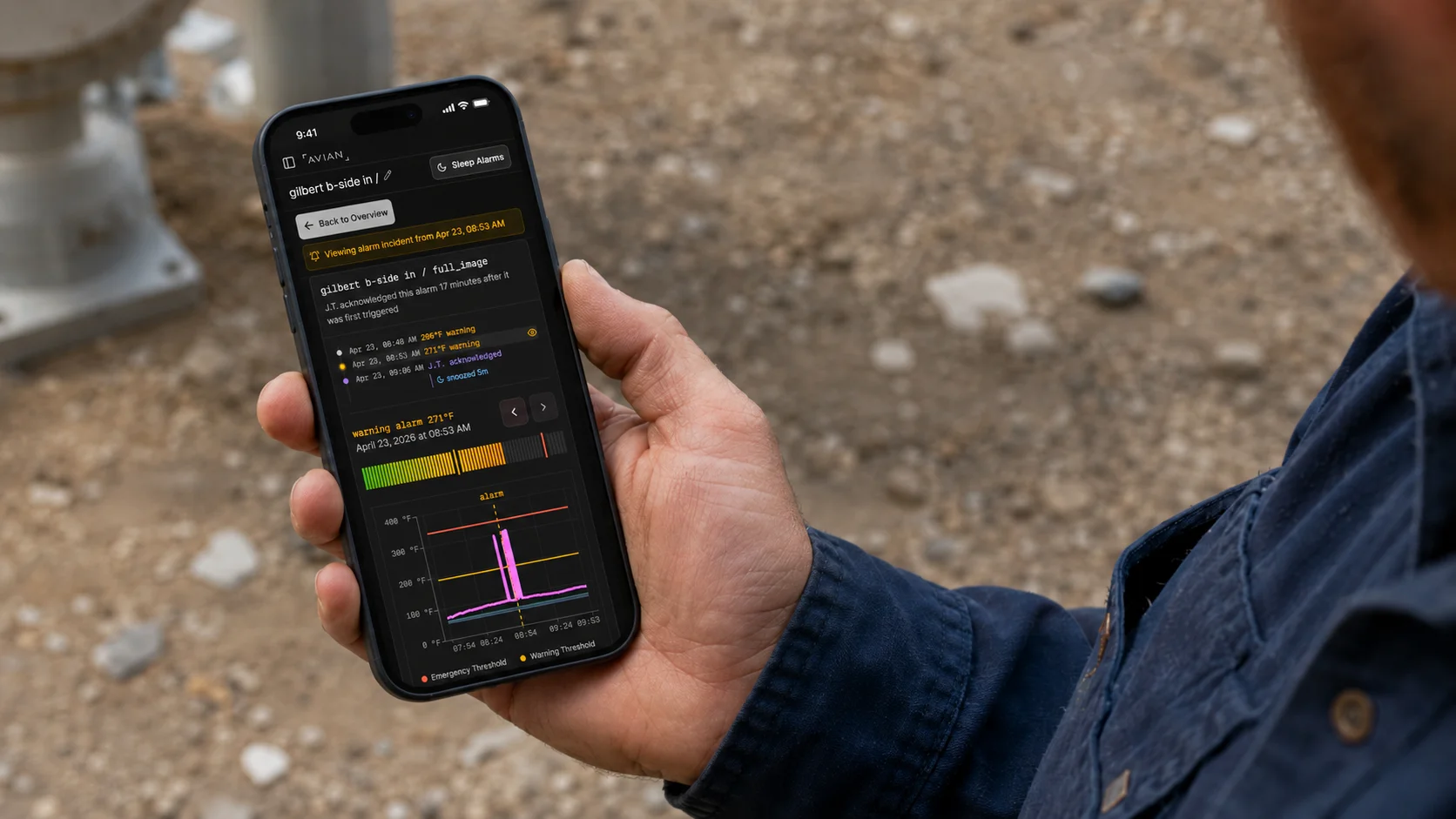
How AVIAN Turns Thermal Data Into Action
A thermal camera by itself is not a predictive maintenance program.
The useful system is the one around the camera:
- Cameras placed on the assets where early warning changes the outcome.
- Per-asset baselines that account for normal operating behavior.
- Alerts that separate real heat events from nuisance triggers.
- Trend data that shows whether an issue is stable, worsening, or accelerating.
- Routing to the people who can act quickly.
- Event history that supports maintenance planning, insurance discussions, and ROI review.
That is how AVIAN thermal cameras help teams move from fixed schedules to condition-informed maintenance.
Instead of asking, "Is this asset due for service?" the team can ask better questions:
- Is this asset running hotter than its own normal baseline?
- Is the temperature trend getting worse?
- Is this issue isolated or affecting similar equipment?
- Can we safely run until the next planned stop?
- Does this heat pattern create fire risk now?
Those are the questions that reduce downtime and prevent expensive surprises.
Choosing the Right Maintenance Mix
You do not need to replace preventive maintenance to benefit from predictive maintenance.
Start with the assets where failure hurts most:
- Equipment that stops production when it fails.
- Components with long lead times.
- Bearings, motors, gearboxes, and drives in high-throughput areas.
- Electrical panels feeding critical processes.
- Conveyors and transfer points carrying combustible material.
- Dust collection systems, ducts, cyclones, and baghouses.
- Battery charging or storage areas.
- Hard-to-reach zones that are not inspected often enough.
Keep the preventive tasks that are required, proven, or safety-critical. Add monitoring where the calendar is not enough.
The goal is not to create more alarms. The goal is to give the maintenance team better timing.
The Bottom Line
Preventive maintenance techniques keep routine work organized. Predictive maintenance techniques use asset data to decide when work should happen. Condition-based monitoring connects the two.
For industrial facilities, thermal cameras are valuable because heat is both a maintenance signal and a fire-risk signal. The same AVIAN system can help catch overheating bearings, motors, belts, electrical panels, ducts, batteries, and material before those issues become downtime or fires.
For a deeper look at that combined workflow, see AVIAN fire prevention and predictive maintenance.
That is the practical ROI: fewer emergency repairs, fewer missed failures, better use of shutdown windows, stronger fire prevention, and more uptime from the equipment you already own.
If you want to understand where AVIAN thermal cameras can create the fastest ROI in your facility, reach out to the AVIAN team. We will review your highest-risk assets and identify where continuous thermal monitoring can reduce downtime, support predictive maintenance, and strengthen fire prevention.
Drew Hanover
CTO & Co-Founder
Get new AVIAN insights in your inbox
We'll send practical notes on industrial fire prevention, thermal monitoring, and customer learnings. No noise.