Back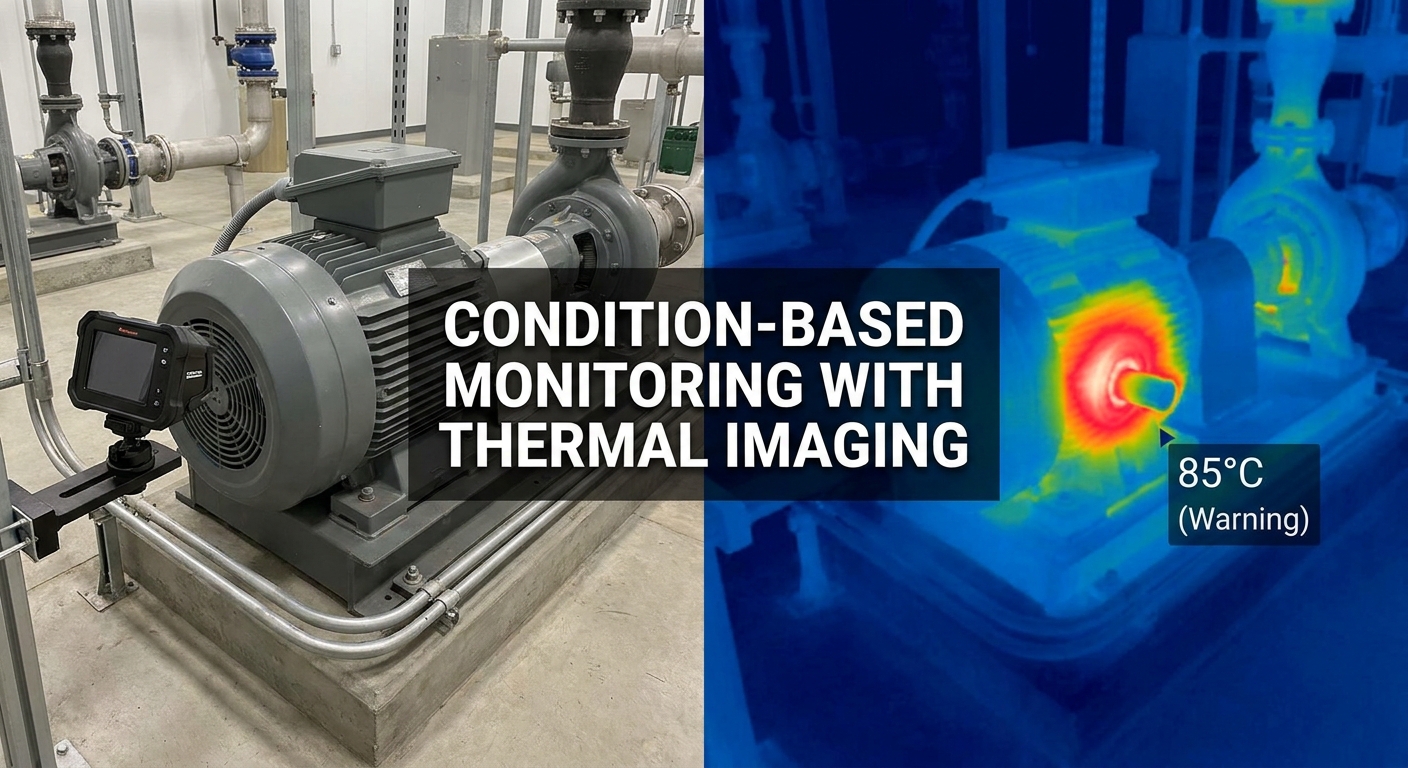
2026-05-05/Drew Hanover
The Benefits of Condition Monitoring in Industrial Maintenance
The benefits of condition monitoring are simple: fewer surprise failures, less emergency maintenance, safer equipment, better planning, and more uptime from the assets your operation already owns.
For an industrial facility, those benefits are not theoretical. A failed bearing can stop a line. A hot motor can turn into an electrical fault. A slipping belt can damage a conveyor. A blocked dust duct can become a fire risk. When equipment starts drifting outside of normal operation, condition monitoring gives your team a chance to respond before the problem becomes expensive.
Condition monitoring is the practice of measuring equipment health while it runs. Instead of waiting for a breakdown or replacing parts only because the calendar says so, maintenance teams use data from temperature, vibration, oil, current, pressure, or other signals to decide when action is actually needed.
We covered the definition in more detail in What Is Condition-Based Monitoring With Thermal Imaging?. If you are comparing maintenance strategies, the next useful step is understanding condition-based maintenance vs predictive maintenance. This article focuses on the business case: why condition monitoring matters, where the value shows up, and why thermal monitoring is especially useful in heavy industrial environments.
1. Less Unplanned Downtime
The first benefit of condition monitoring is the one every plant manager understands: less unplanned downtime.
Most equipment does not fail instantly. It changes first.
A bearing runs hotter. A motor frame warms under abnormal load. A belt starts slipping. A gearbox shows a changing vibration pattern. A hydraulic line begins restricting flow. A loose electrical connection creates resistance and heat. These signals often appear hours, days, or weeks before a hard failure.
Without monitoring, those signals are easy to miss. A technician may not be on that route until next month. An operator may not hear a change until the failure is already close. A handheld inspection may happen at the wrong time, under the wrong load, or after the early symptom has already passed.
Condition monitoring narrows the gap between "the problem started" and "the team knows about it." That time is where uptime is saved.
If a bearing can be replaced during a planned shutdown instead of during a forced line stop, the maintenance task may be the same. The business impact is completely different.
2. Lower Emergency Maintenance Costs
Emergency maintenance is expensive because everything happens under pressure.
Parts are ordered with rush shipping. Technicians work overtime. Production supervisors wait for answers. Contractors may be called in without time to compare options. The team repairs whatever failed first, then discovers secondary damage that happened because the machine kept running too long.
Condition monitoring helps move work out of that emergency lane.
When maintenance teams see deterioration early, they can order parts normally, schedule labor during regular hours, and plan access around production. They can decide whether to run until the next planned stop, slow the asset down, inspect it at shift change, or shut it down immediately.
That flexibility is valuable. It lets the team choose the lowest-cost response that still protects the asset.
Condition monitoring does not eliminate maintenance. It makes maintenance less chaotic.
3. Longer Asset Life
Industrial equipment rarely fails in isolation. One bad component can damage several others.
A failing bearing can damage a shaft. A misaligned belt can wear pulleys. A hot electrical connection can damage insulation, terminals, or upstream components. A motor running under abnormal load can shorten winding life. A dragging conveyor roller can damage belt material and create friction heat across a larger section of the line.
Early detection prevents that cascade.
When condition monitoring catches the first sign of drift, maintenance can correct the root cause before it damages neighboring components. That extends the life of the asset and reduces the number of expensive rebuilds caused by secondary failure.
This is especially important for equipment that is old, customized, difficult to access, or hard to replace quickly. In many industrial plants, the asset itself is not the only problem. Lead time is the problem. A failed motor, gearbox, cutter head, or panel component may be technically replaceable, but not available when the line needs it.
Condition monitoring gives teams time.
4. Better Maintenance Planning
Preventive maintenance is better than reactive maintenance, but calendar-based work has a weakness: it assumes equipment ages on schedule.
Industrial assets do not behave that cleanly.
Two identical motors can run at different loads. Two bearings can see different dust, vibration, lubrication, and ambient temperature. A conveyor that runs during a high-throughput season may age faster than the same conveyor during a lighter month. A planer head cutting one species may run differently than it does on another.
Condition monitoring lets maintenance teams plan around actual equipment behavior instead of averages.
That changes the conversation from:
"This bearing is due because the schedule says so."
to:
"This bearing has drifted above its normal baseline, and the trend is moving faster this week."
The second statement is more useful. It gives maintenance, operations, and purchasing a shared basis for deciding what to do next.
5. Improved Worker Safety
Condition monitoring is often sold as a maintenance tool, but the safety benefit is just as important.
Catastrophic failures put people in bad situations. A seized bearing can create smoke or fire near operators. A failed conveyor can spill material and force manual clean-up. An electrical fault can expose maintenance teams to arc-flash hazards. Hydraulic failures can release pressure or fluid unexpectedly. A mechanical failure during production can create flying debris, pinch points, or emergency access problems.
The safer failure is the one that never reaches that point.
By identifying abnormal heat, vibration, pressure, or load early, condition monitoring helps teams intervene before equipment fails violently. It also reduces the number of emergency interventions, which are often the most dangerous maintenance tasks because they happen quickly, in poor conditions, and under production pressure.
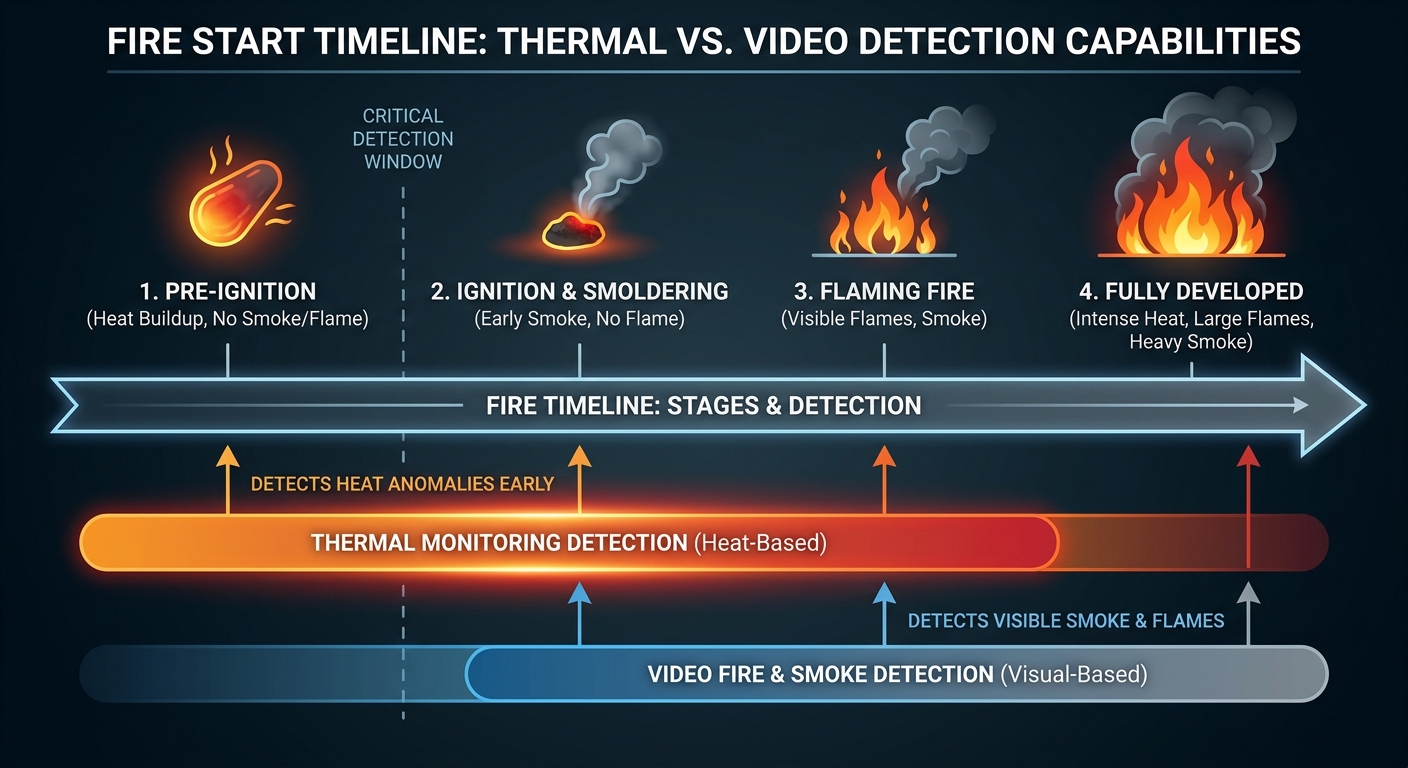
For facilities with combustible dust, flammable material, batteries, or hot processes, condition monitoring also supports fire prevention. Heat is one of the earliest signs that something is wrong. Seeing that heat before smoke or flame appears can protect both people and property.
6. Stronger Fire Prevention
In heavy industry, condition monitoring and fire prevention overlap.
Many fire risks start as equipment condition problems:
- A bearing overheats from friction.
- A belt slips and heats at the pulley.
- A motor runs hot under abnormal load.
- A loose electrical lug heats inside a panel.
- A blocked dust duct allows hot material to accumulate.
- A conveyor roller drags until it becomes an ignition source.
Traditional fire detection waits for smoke, flame, or a sprinkler event. Condition monitoring can catch the earlier signal: heat.
This is where thermal monitoring has a clear advantage. A fixed thermal camera can watch multiple assets in the same zone without touching them. Bearings, motors, panels, conveyors, ductwork, piles, hoppers, and process equipment can all be measured continuously when they are visible to the camera.
That makes thermal condition monitoring useful in sawmills, recycling plants, battery handling areas, ports, mining sites, warehouses, and other environments where fire risk and equipment uptime are connected.
7. Fewer Manual Inspection Gaps
Manual inspections are still useful. A good mechanic walking a route will notice things sensors may not: smell, sound, vibration through a handrail, residue, alignment, looseness, or a change in how operators are using the machine.
But manual inspection has limits.
It is a snapshot. It happens at one point in time. If the asset heats up after the route, the issue waits until the next route. If the issue appears at night, over the weekend, during a holiday, or under a load condition that is not present during the inspection, the team may miss it.
Condition monitoring closes those gaps by watching continuously.
The goal is not to replace experienced maintenance people. The goal is to stop asking them to be everywhere at once. Monitoring gives them better information, earlier, so their time can be spent fixing the right problems instead of searching for them.
8. Better Data for Insurance and Risk Reviews
Industrial insurance is becoming more data-driven. Underwriters want to know what controls a facility has in place, especially in operations with high fire exposure or costly downtime risk.
A condition monitoring program gives the business a stronger story.
It can show which assets are monitored, how alerts are routed, how events are documented, and how corrective actions are closed. For fire-risk areas, thermal event logs can show that the facility is not relying only on smoke detection and manual rounds. It has an early-warning layer watching the conditions that often come before ignition.
That documentation matters. It can support insurance renewal discussions, internal safety reviews, capital planning, and post-incident analysis.
The point is not just to say the facility is proactive. The point is to prove it.
9. More Useful Capital Planning
Condition monitoring also helps management make better long-term decisions.
When equipment condition data is collected over time, teams can see which assets are stable, which ones are degrading, and which ones repeatedly cause trouble. That is useful for capital planning.
Instead of replacing equipment because it is old, the team can prioritize assets that show real deterioration or repeated abnormal behavior. Instead of waiting for a failure to justify a capital request, maintenance leaders can show the trend data behind the request.
This helps with budgeting, spare parts, shutdown planning, and equipment replacement strategy.
Condition monitoring turns asset health from opinion into evidence.
10. Better Use of Maintenance Labor
Most industrial sites do not have extra maintenance labor sitting idle. Teams are stretched. Experienced technicians are hard to replace. Every hour spent on unnecessary work is an hour not spent on a real risk.
Condition monitoring helps maintenance leaders focus attention.
Assets running normally can stay in service. Assets showing drift move up the priority list. Inspection routes can shift from broad checking to targeted investigation. Planned work can be grouped by line, zone, or shutdown window.
The result is not just lower maintenance cost. It is a better use of skilled people.
Why Thermal Monitoring Is Different
Condition monitoring can use many sensor types. Vibration is excellent for rotating machinery. Oil analysis is useful for gearboxes and hydraulic systems. Electrical monitoring can reveal load, imbalance, and power quality issues. Acoustic monitoring can catch air leaks or mechanical changes.
Thermal monitoring is different because heat is common across many failure modes.
Friction creates heat. Electrical resistance creates heat. Overload creates heat. Blocked flow creates heat. Smoldering material creates heat. Battery faults create heat. A single thermal camera can cover a mixed group of assets, including equipment that would be expensive or impractical to instrument one sensor at a time.
That breadth matters in industrial facilities. A plant rarely has only one type of risk. The same zone may contain motors, bearings, conveyors, panels, dust, product, and people. Thermal monitoring can provide condition data and fire-risk visibility from the same system.
It does not replace every other sensor. It fills a gap many plants have: continuous visibility into heat-related failure and fire risk across the assets people cannot watch all the time.
Where to Start
The best condition monitoring programs start with the assets that create the most pain when they fail.
Start with equipment where one failure can stop production, create a safety event, start a fire, or cause a long lead-time repair. In many facilities, that means:
- Bearings and drives on high-throughput lines.
- Motors and gearboxes that stop a process if they fail.
- Electrical panels feeding critical equipment.
- Conveyor transfer points and rollers.
- Dust collection, ductwork, cyclones, and baghouses.
- Battery charging areas or battery storage zones.
- Hydraulic systems tied to production-critical equipment.
Do not monitor everything just because you can. Monitor the assets where early warning changes the outcome.
The Bottom Line
The biggest benefits of condition monitoring are uptime, safety, lower maintenance cost, longer asset life, better planning, and stronger risk documentation.
For industrial facilities, the value comes from acting earlier. A problem detected early can be planned. A problem detected late becomes downtime, damage, fire risk, or emergency work.
The right monitoring system gives your team more time, better evidence, and fewer surprises.
If you want to understand where thermal condition monitoring can create the fastest value in your operation, reach out to the AVIAN team. We will review your highest-risk assets and identify where continuous heat detection can reduce downtime, improve safety, and strengthen your maintenance program.
Drew Hanover
CTO & Co-Founder
Get new AVIAN insights in your inbox
We'll send practical notes on industrial fire prevention, thermal monitoring, and customer learnings. No noise.