Back
2026-05-03/Drew Hanover
The Ultimate 2026 Guide to Fire Prevention and Detection Technologies for Industrial Environments
Industrial fire prevention is not one technology. It is a stack of signals.
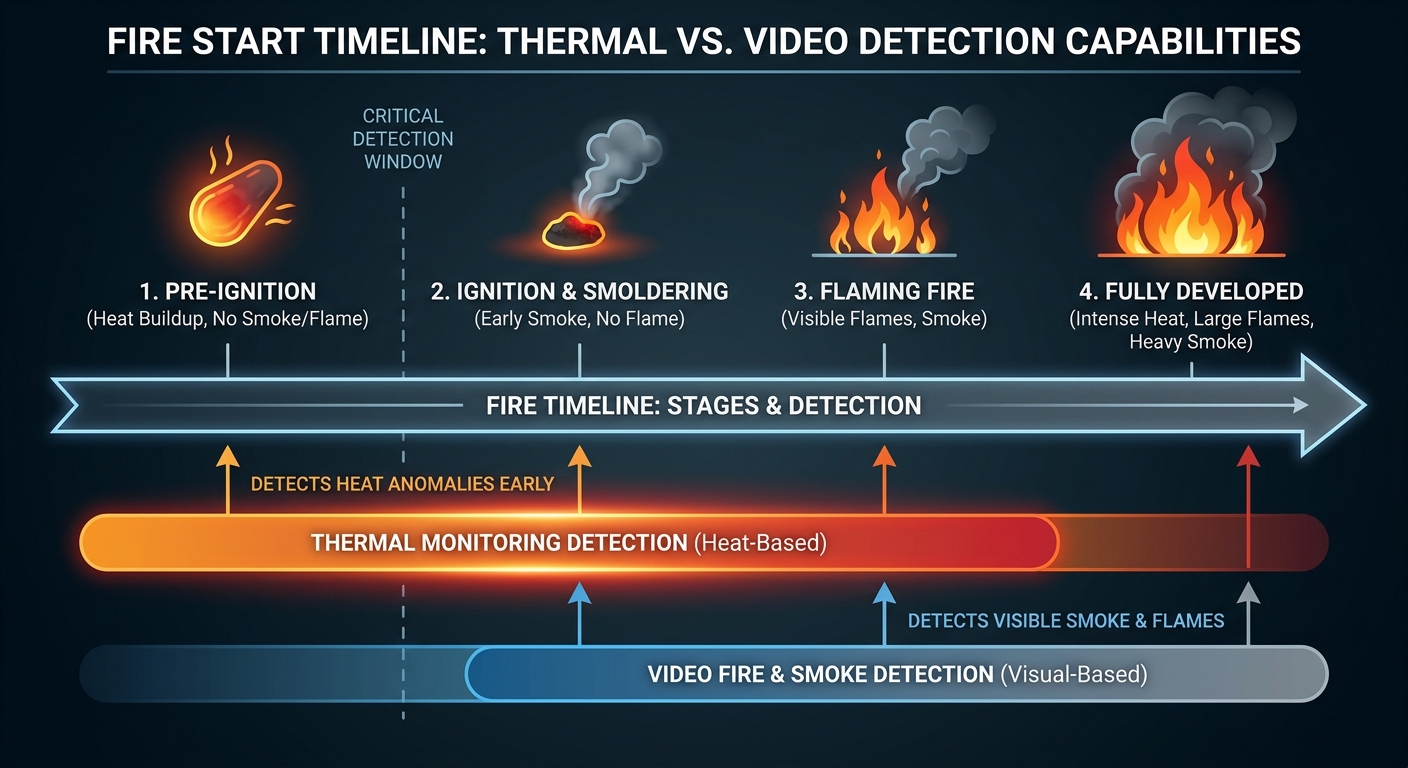
A smoke detector sees smoke after combustion has started. A flame detector sees radiant energy from a flame. A gas detector sees combustible or toxic gas before it becomes a fire or explosion hazard. A thermal monitoring camera sees abnormal heat before smoke or flame is visible. A temperature probe measures one process point. Video fire detection watches visible smoke and flame across a scene.
Each technology is useful. None of them sees everything.
The right system depends on what can burn, how it usually fails, how fast the event develops, whether people can safely inspect the area, and what action the alarm should trigger.
This guide compares the main fire prevention and detection technologies used in industrial environments in 2026, including smoke detection, aspirating smoke detection, gas detection, flame detection, video fire detection, infrared monitoring, temperature probes, and linear heat detection.
The Short Answer
For most industrial facilities, the best answer is a layered design.
| Technology | What it detects | Best fit | Use it when | Main limitation |
|---|---|---|---|---|
| Point smoke detectors | Smoke at the detector location | Offices, electrical rooms, smaller enclosed spaces | Smoke will reach the detector reliably | Slow or unreliable in high ceilings, high airflow, dust, and open spaces |
| Beam smoke detectors | Smoke crossing an optical beam | Warehouses, atriums, large open rooms | Ceiling-mounted spot detectors are hard to install or maintain | Alignment, obstruction, dust, and building movement can affect performance |
| Aspirating smoke detection | Very small smoke particles in sampled air | Data centers, cold storage, high-value rooms, high airflow areas, some harsh industrial zones | You need very early smoke warning or easier sampling in difficult areas | Pipe design, filtration, airflow, and maintenance matter |
| Video fire detection | Visible smoke, flame, plume movement, or fire behavior | High ceilings, outdoor yards, semi-open areas, existing CCTV coverage | Operators need early visual awareness and alarm verification | Needs line of sight and visible evidence of smoke or flame |
| Flame detectors | UV, IR, UV/IR, or IR3 radiation from flame | Fuel handling, turbines, tank farms, paint booths, chemical areas, hangars | A flame event must be detected in seconds | Usually detects ignition, not pre-ignition heat |
| Gas detectors | Combustible gas, toxic gas, oxygen depletion, off-gas | Oil and gas, chemical, battery rooms, wastewater, refrigeration, hydrogen, confined spaces | Gas release is a credible precursor or hazard | Must match the gas, placement, ventilation, and calibration needs |
| Infrared thermal monitoring | Surface temperature and abnormal heat patterns | Conveyors, bearings, motors, panels, ducts, piles, BESS, ovens, dryers | You want to catch heat before smoke or flame | Needs line of sight to the surface being monitored |
| Temperature probes | Temperature at one contact point | Process vessels, ovens, dryers, bearings, tanks, pipes, machine internals | One known point needs accurate control or shutdown logic | Does not cover nearby assets or unknown hot spots |
| Linear heat detection | Heat along a cable route | Cable trays, conveyors, tunnels, racking, dust collection, harsh areas | You need continuous heat detection along a path | Fixed-temperature cable usually alarms after a threshold is reached |
If your goal is code-required life safety, start with the fire alarm design and local authority requirements.
If your goal is fire prevention, start earlier in the timeline. Look for heat, gas, friction, electrical faults, smoldering material, and process conditions that appear before visible fire.
Think in Fire Stages
A useful way to choose technology is to ask what stage of the event you want to catch.
| Fire development stage | What may be happening | Technologies that can help | Practical goal |
|---|---|---|---|
| Abnormal condition | Bearing friction, belt slip, overloaded motor, loose electrical connection, blocked cooling, chemical release | Infrared monitoring, temperature probes, gas detection, condition monitoring | Prevent ignition or shut down early |
| Heat build-up | Surface temperature rises above normal | Infrared monitoring, temperature probes, linear heat detection | Find the hot asset or material before smoke |
| Off-gassing or vapor release | Combustible, toxic, or battery gases appear | Gas detectors, aspirating gas detection, ventilation controls | Ventilate, isolate, evacuate, or shut down |
| Smoldering | Small particles or early smoke are present | Aspirating smoke detection, point smoke detection, beam detection, video smoke detection | Investigate before open flame |
| Visible smoke or flame | Smoke plume, flame flicker, visible fire behavior | Video fire detection, flame detectors, smoke detection | Alarm quickly and verify location |
| Fire response | Fire is confirmed or suppression is needed | Fire alarm panel, suppression, sprinklers, deluge, PLC shutdown, emergency response plan | Protect people, assets, and responders |
The earlier a technology sits in this timeline, the more it behaves like prevention. The later it sits, the more it behaves like detection and response.
Cost Ranges for Planning
The numbers below are planning ranges, not quotes. Installed cost depends on hazardous-area ratings, wiring, conduit, panels, network infrastructure, engineering, approvals, commissioning, and maintenance. Treat them as budget signals for 2026 project planning.
| Technology | Typical hardware range | Typical installed/system range | Cost drivers |
|---|---|---|---|
| Point smoke detector | $50 to $250 per device for many commercial detectors | $100 to $250+ per detector, with full systems often priced by building scope | Addressable vs conventional, ceiling access, panel capacity, testing requirements |
| Beam smoke detector | $800 to $2,500+ per beam | $2,000 to $8,000+ per protected area | Mounting height, alignment, access, reflector distance, environmental stability |
| Aspirating smoke detector | $2,000 to $8,000+ per detector | $5,000 to $25,000+ per zone | Pipe network design, filtration, sampling holes, commissioning, integration |
| Video fire detection | $1,000 to $5,000+ per camera or software channel | $2,500 to $10,000+ per viewpoint | Camera quality, analytics licensing, lighting, network, VMS and alarm integration |
| Flame detector | $2,000 to $7,000+ per certified detector | $5,000 to $15,000+ per point | Detector type, hazardous-area rating, stainless housing, test lamps, field of view |
| Gas detector | $500 to $3,500+ per fixed point | $5,000 to $100,000+ for complete systems | Gas type, sensor technology, calibration, controllers, voting logic, mapping |
| Infrared thermal monitoring | $3,500 to $15,000+ per radiometric camera | $5,000 to $25,000+ per monitored zone | Resolution, analytics, enclosures, field of view, PLC/VMS integration, support |
| Temperature probe or RTD | $25 to $350+ for basic sensors, $500 to $3,000+ with smart transmitters | $500 to $5,000+ per point | Thermowells, hazardous ratings, cable runs, transmitter type, control integration |
| Linear heat detection | Often priced by cable length, controller, and route design | $5,000 to $50,000+ per protected route or area | Cable length, jacket type, zone modules, harsh environment, accessibility |
Public pricing examples vary widely. A basic temperature sensor may cost under $100, while a hazardous-area smart transmitter can cost several thousand dollars. Certified IR3 flame detectors commonly list in the low thousands. Aspirating smoke detector panels can range from a few thousand dollars to well over $7,000 before pipe and installation. Fixed thermal cameras used for monitoring can range from under $5,000 to well over $14,000 before software and integration.
The right comparison is not only device cost. It is cost per useful risk covered.
Point Smoke Detectors
Point smoke detectors are the standard fire detection device most people know. They are usually photoelectric, ionization, or multi-criteria detectors connected to a fire alarm control panel.
Industrial systems often use addressable devices so operators and responders can see the exact detector location. Providers in this category include Notifier by Honeywell, System Sensor, Siemens, Apollo, Hochiki, Edwards, and others.
Use point smoke detectors when:
- The space is enclosed enough that smoke will reach the detector.
- The detector can be mounted, tested, cleaned, and replaced safely.
- Dust, steam, aerosols, and process emissions will not create constant nuisance alarms.
- The goal is code-required building fire detection and life safety.
Do not expect point smoke detectors to solve every industrial problem. In large warehouses, high-ceiling process areas, dusty production zones, outdoor yards, and strong airflow environments, smoke may dilute, stratify, or move away from the detector.
Point Smoke Detector Pros and Cons
| Pros | Cons |
|---|---|
| Familiar, code-recognized, widely supported | Can respond late if smoke does not reach the detector |
| Lower device cost than most special-hazard technologies | Dust, moisture, steam, and aerosols can cause nuisance alarms |
| Easy to integrate with fire alarm panels | High ceilings and access constraints make maintenance harder |
| Addressable systems provide exact device location | Usually detects after combustion has already started |
Recommendation: use point smoke detectors where the environment fits them, but do not rely on them as the only layer for conveyors, piles, ducts, hazardous process areas, or high-risk machinery.
Beam Smoke Detectors
Beam smoke detectors send an optical beam across a large open space and alarm when smoke obscures the beam. They are often used where spot detectors are difficult to install or maintain.
System Sensor OSI beam detectors are one example. Beam detection is also common across many fire alarm manufacturers and integrators.
Use beam smoke detectors when:
- A large open area has high ceilings.
- Smoke is likely to rise and spread through the beam path.
- Mounting fewer devices is preferable to installing many spot detectors.
- There is a stable structure for alignment.
Avoid beam detectors where cranes, storage changes, dust accumulation, vibration, sunlight, or building movement will block or disturb the beam.
Recommendation: beam detection is useful for large indoor volume, but it is still a smoke detection technology. It does not see hot bearings, overloaded motors, or hot material before combustion.
Aspirating Smoke Detection
Aspirating smoke detection, often called ASD or air sampling smoke detection, actively pulls air through a pipe network into a detector. Because it samples air continuously and can be highly sensitive, it can detect very small smoke levels earlier than many passive detectors.
Common providers include Xtralis VESDA, Siemens aspirating smoke detectors, Fike air sampling systems, Notifier FAAST, Kidde AirSense, and others.
Use aspirating smoke detection when:
- Business continuity matters and early smoke warning is valuable.
- Airflow makes normal smoke detector placement difficult.
- The area is hard to access for detector maintenance.
- The asset is high value, such as a data center, electrical room, switchgear room, cold storage, cleanroom, archive, or BESS enclosure.
- Sampling pipes can be designed and maintained properly.
Industrial ASD can work in harsh areas, but the model and filtration matter. For example, Xtralis describes the VESDA VLI as an industrial unit for harsh environments with filtration and an IP66 enclosure. That is very different from installing a clean-room detector into a dirty process area.
Aspirating Smoke Detection Pros and Cons
| Pros | Cons |
|---|---|
| Very early warning for smoke or particles | Pipe design is critical |
| Sampling points can cover inaccessible areas | Filters and sampling holes need maintenance |
| Multi-level alarms can support investigation before full fire alarm | Dusty or dirty areas need the right detector and filtration |
| Strong fit for high-value and high-airflow spaces | Does not directly measure surface temperature or mechanical heat |
Recommendation: use ASD where very early smoke warning matters, especially in high-value enclosed areas. Pair it with thermal or gas monitoring when the credible failure begins with heat or off-gas before smoke.
Video Fire Detection
Video fire detection uses visible-light cameras, infrared illumination, or analytics on existing CCTV feeds to identify smoke, flame, plume movement, flicker, or other visual fire signatures.
Bosch AVIOTEC is a well-known dedicated video fire detection system. Bosch describes AVIOTEC 8000i IR as using AI algorithms and infrared illumination to detect smoke and flames in challenging industrial environments. Fike Video Analytics is another example, including flame, smoke, and oil mist detection. AVIAN also offers AVIAN Vision, which applies AI smoke and flame detection to existing CCTV cameras.
Video fire detection is useful because the camera watches the source area directly. It can work well in large halls, semi-open areas, outdoor storage, recycling yards, warehouses, loading areas, and spaces where smoke may not reach a ceiling detector quickly.
We covered the difference between camera-based fire detection and thermal monitoring in more detail in Fire Alarm Camera vs. Thermal Monitoring Camera.
Video Fire Detection Pros and Cons
| Pros | Cons |
|---|---|
| Watches large areas from a practical mounting point | Needs line of sight |
| Gives operators visual verification | Usually needs visible smoke or flame |
| Can use existing CCTV coverage in some deployments | Lighting, camera angle, obstructions, and weather matter |
| Useful in high ceilings, open areas, and outdoor yards | Analytics must be tuned to avoid nuisance alarms |
Recommendation: use video fire detection where seeing visible smoke or flame quickly is the goal. It is especially valuable when operators need to verify the event before sending a response team into a hazardous area.
Flame Detectors and IR Point Flame Detectors
Flame detectors watch for radiation from a flame. They are common in oil and gas, chemical processing, fuel handling, turbines, hangars, paint booths, munitions, hydrogen systems, and other applications where a flame event can escalate in seconds.
Main types include:
- UV flame detectors, which detect ultraviolet radiation from flames.
- IR flame detectors, which detect infrared radiation from flames.
- UV/IR flame detectors, which combine ultraviolet and infrared sensing to reduce false alarms.
- IR3 or triple-IR flame detectors, which compare multiple infrared bands and are common for hydrocarbon flame detection.
- Multi-spectrum IR flame detectors, which use several IR channels and signal processing for better discrimination.
Providers include Det-Tronics, Honeywell, MSA, Drager, Spectrex, Emerson Rosemount, Fike, and Crowcon.
An IR point detector in fire protection usually means an optical flame detector looking at one area for flame radiation. It is not the same thing as a thermal monitoring camera. An IR3 flame detector can alarm very quickly once flame exists. A radiometric thermal camera measures surface temperature before there is necessarily flame.
Flame Detector Pros and Cons
| Pros | Cons |
|---|---|
| Very fast response to open flame | Does not usually detect pre-ignition heat |
| Strong fit for fuel and hazardous-area applications | Field of view must be engineered carefully |
| Available with hazardous-area certifications | Welding, hot work, reflections, and sun can affect selection |
| Can trigger suppression, shutdown, or deluge systems | Fuel type matters, including hydrocarbon, hydrogen, and metal fires |
Recommendation: use flame detectors where an open flame must be detected immediately. In fuel-rich or hazardous areas, pair them with gas detection and engineered shutdown logic.
Gas Detectors
Gas detection is fire prevention when the gas appears before ignition. It is also life safety when the gas is toxic, oxygen-displacing, or explosive.
Common gas detection categories include:
- Combustible gas detection, such as methane, propane, hydrogen, solvent vapors, or LEL monitoring.
- Toxic gas detection, such as carbon monoxide, hydrogen sulfide, ammonia, chlorine, hydrogen fluoride, or process-specific gases.
- Oxygen monitoring, for depletion or enrichment.
- Open-path gas detection, which monitors a beam path across a large area.
- Portable gas detection, used by workers for entry, maintenance, and emergency response.
Providers include Honeywell gas and flame detection, Drager industrial gas detection, MSA fixed gas and flame detection, Emerson Rosemount, Teledyne Gas and Flame Detection, RKI Instruments, Industrial Scientific, and others.
Use gas detection when:
- Flammable gas or vapor can leak before ignition.
- A battery, chemical, refrigeration, wastewater, hydrogen, or fuel process can create hazardous gas.
- Ventilation, shutdown, or evacuation depends on gas concentration.
- The facility needs a fire and gas system, not only a smoke alarm system.
For BESS, gas detection can be especially important because off-gas may appear before visible smoke or flame. We covered that layered approach in How to Monitor Battery Energy Storage Systems with Infrared Cameras.
Gas Detector Pros and Cons
| Pros | Cons |
|---|---|
| Can detect a hazardous precursor before ignition | Must be selected for the specific gas |
| Can trigger ventilation, isolation, shutdown, or evacuation | Sensor placement depends on gas behavior and airflow |
| Critical for flammable and toxic hazards | Calibration, bump testing, and sensor life matter |
| Supports fire and gas system design | Does not detect hot bearings, smoke, or flame by itself |
Recommendation: use gas detection when the credible hazard includes fuel gas, toxic gas, oxygen risk, or battery off-gas. Do not treat it as a replacement for smoke, flame, or heat detection.
Infrared Thermal Monitoring
Infrared thermal monitoring measures surface temperature. A fixed thermal camera can watch equipment, material, and process areas continuously, then alarm when heat rises above a threshold or deviates from normal behavior.
This is where thermal monitoring is different from smoke and flame detection. It can detect abnormal heat before visible smoke or flame exists.
AVIAN's T100 thermal monitoring camera is built for industrial fire prevention and condition monitoring. It combines thermal imaging and RGB video, learns normal temperature behavior for monitored zones, filters nuisance triggers, records events, and routes alerts to teams or control systems. Other fixed thermal monitoring providers include Teledyne FLIR, Optris, Fotric, Infrared Cameras Inc., and other industrial imaging suppliers.
Use infrared thermal monitoring when:
- Fires often start from friction, overheating, electrical resistance, material heating, or process drift.
- A surface can be watched directly.
- The team needs continuous coverage outside manual inspection rounds.
- The alarm should support maintenance action, operator verification, or automatic equipment shutdown.
- The same system can support fire prevention and condition-based maintenance.
Good applications include:
- Bearings, motors, gearboxes, belts, rollers, and pulleys.
- Electrical panels, busbars, cable lugs, switchgear, and transformers.
- Conveyors, transfer points, chutes, hoppers, and dust collection lines.
- Biomass, recycling, waste, scrap, coal, pellet, and bulk material piles.
- Ovens, dryers, kilns, presses, and process heaters.
- Battery racks, cabinets, inverters, transformers, and charging areas.
Infrared Thermal Monitoring Pros and Cons
| Pros | Cons |
|---|---|
| Detects abnormal heat before smoke or flame | Needs line of sight to the surface |
| Covers many visible assets from one mounting point | Emissivity, reflections, distance, and angle affect readings |
| Useful for fire prevention and maintenance | Needs zone design and alarm strategy |
| Can provide visual context with RGB video | Cannot see inside sealed equipment or hidden cells |
| Can integrate with PLCs, VMS, SMS, WhatsApp, or alarms | Not a substitute for code-required fire alarm design |
Recommendation: use thermal monitoring where the earliest useful signal is heat. It is one of the strongest prevention layers for industrial machinery, material handling, electrical assets, and storage piles.
Temperature Probes, RTDs, and Thermocouples
Temperature probes measure one point. They can be contact probes, thermocouples, RTDs, thermistors, temperature switches, or transmitters. Providers include AutomationDirect, Rosemount, WIKA, Endress+Hauser, Omega, Tel-Tru, ifm, and many others.
Use probes when:
- The risk is tied to one known process point.
- A control system needs accurate temperature feedback.
- The sensor can be mounted directly in or on the asset.
- The facility needs shutdown logic tied to a specific measured point.
Examples include oven zones, dryers, tanks, bearings with accessible housings, pipe surfaces, hydraulic systems, process vessels, or internal machine points.
Temperature Probe Pros and Cons
| Pros | Cons |
|---|---|
| Accurate at a known point | Only measures where it is installed |
| Easy to wire into PLC and control systems | Requires contact, access, or process penetration |
| Lower sensor cost than camera-based systems | Many points may be needed for broad coverage |
| Good for control and shutdown logic | May miss unknown hot spots nearby |
Recommendation: use probes when the hot spot location is known and repeatable. Use thermal cameras when the risk can appear across a wider area or when contact sensors would require too many points.
Linear Heat Detection
Linear heat detection uses a heat-sensitive cable along a path. It can detect heat anywhere along the cable route. This makes it useful for conveyors, tunnels, cable trays, racking, tank rims, dust collection, outdoor industrial areas, and locations where spot detectors are not practical.
Providers include Protectowire, Thermocable ProReact, Fike, Kidde Fenwal, Patol, and others.
Use linear heat detection when:
- The hazard follows a path.
- The environment is dirty, damp, dusty, or hard to access.
- You need simple supervised detection over distance.
- A fixed temperature alarm is enough for the risk.
Some systems are non-resettable after alarm. Some are resettable and can provide temperature location or pre-alarm behavior. The right choice depends on the hazard and maintenance plan.
Linear Heat Detection Pros and Cons
| Pros | Cons |
|---|---|
| Continuous coverage along a route | Usually needs heat to reach the cable |
| Works in harsh areas where smoke detectors struggle | Cable can be damaged by maintenance or process activity |
| Useful for conveyors, cable trays, tunnels, and racking | Location accuracy depends on system type |
| Simple integration with fire alarm systems | Not a broad-area temperature imaging tool |
Recommendation: use linear heat detection for path-based hazards and harsh areas. Pair it with thermal monitoring when you also need earlier temperature trends or visual context.
Which Technology Should You Use by Environment?
| Environment | Practical detection stack | Why |
|---|---|---|
| Sawmills and wood products | Thermal monitoring, spark or ember detection, video smoke/flame detection, dust collection controls, smoke detection where appropriate | Fires often start with friction, hot bearings, stuck material, sparks, dust, or duct events |
| Recycling and waste | Thermal monitoring for piles and conveyors, video fire detection, gas detection where batteries or chemicals are present, smoke detection in enclosed spaces | Hot material and batteries can arrive already damaged, and fires often start in piles or processing equipment |
| Battery energy storage | BMS, gas/off-gas detection, smoke or ASD, thermal monitoring, ventilation, suppression, emergency response planning | BESS failures can involve heat, off-gas, smoke, flammable gas, reignition, and response hazards |
| Oil, gas, and chemical processing | Gas detection, flame detection, fire and gas panels, thermal monitoring for selected assets, ASD or smoke detection in buildings | Flame and gas events can develop quickly and require engineered shutdown logic |
| Warehouses and high-ceiling spaces | Beam detection, ASD, video fire detection, smoke detection, thermal monitoring for chargers, panels, and high-risk storage | Ceiling smoke detection can respond late when smoke dilutes or moves with airflow |
| Data centers and electrical rooms | ASD, point smoke detection, thermal monitoring for panels and power equipment, temperature probes on critical assets | Early smoke warning matters, but electrical heat can appear before smoke |
| Conveyors and material handling | Thermal monitoring, linear heat detection, spark or ember detection, video fire detection | Friction, blocked rollers, belt slip, and hot material are common precursors |
| Cold storage | ASD designed for cold environments, beam or smoke detection where suitable, thermal monitoring for electrical and mechanical assets | Cold airflow and access constraints make standard detection harder |
| Paint booths and solvent areas | Flame detection, gas detection, ventilation interlocks, approved electrical design | Flammable vapors and fast flame development are primary hazards |
| Outdoor yards and stockpiles | Thermal monitoring, video fire detection, patrol procedures, water or suppression planning | Smoke may move with wind, and heat can build inside material before open flame |
A Practical Selection Process
Start with a risk map, not a device list.
- Identify credible fire scenarios. List the specific ways a fire could start: hot bearing, belt slip, electrical fault, battery off-gas, solvent vapor, dust ignition, hot work, process overheating, pile self-heating, or lightning.
- Choose the earliest useful signal. If the first useful signal is heat, use thermal monitoring or probes. If it is gas, use gas detection. If it is smoke, use smoke or ASD. If it is flame, use flame detection. If it is visible smoke or flame across a scene, use video fire detection.
- Check the environment. Dust, humidity, airflow, vibration, sunlight, darkness, corrosive gases, washdown, hazardous-area classification, and maintenance access can eliminate otherwise good technologies.
- Define the alarm action. A good alarm says what happens next. Notify an operator, shut down a conveyor, open ventilation, isolate power, trigger suppression, dispatch maintenance, or evacuate.
- Integrate with the plant. Decide whether the signal goes to a fire alarm panel, PLC, SCADA, VMS, maintenance system, SMS, WhatsApp, or a monitoring center.
- Plan testing and maintenance. Calibration, cleaning, test lamps, smoke tests, filter replacement, camera cleaning, and alarm drills determine whether the system still works five years later.
The most expensive detection system is the one nobody trusts. The best systems are specific enough to catch real risk and practical enough that operators respond to them.
Where AVIAN Fits
AVIAN focuses on the earlier part of the fire timeline: abnormal heat, visible smoke, and visible flame in industrial environments.
Use AVIAN T100 thermal monitoring when the risk starts with heat: bearings, motors, belts, rollers, panels, conveyors, ducts, piles, batteries, ovens, dryers, or other assets that can run hot before a fire starts.
Use AVIAN Vision when you already have useful CCTV coverage and want AI smoke and flame detection across visible camera feeds.
If your team is mapping how early heat alerts reach operators, fire response, maintenance, and control systems, see AVIAN thermal monitoring integrations.
In many plants, the right answer is both:
| AVIAN layer | Best use | Example alarm |
|---|---|---|
| AVIAN T100 thermal monitoring | Detect abnormal surface heat before smoke or flame | "Conveyor bearing temperature rising above learned baseline" |
| AVIAN Vision | Detect visible smoke or flame on existing cameras | "Smoke plume detected above storage pile" |
AVIAN does not replace every required fire alarm, gas detection, suppression, or emergency response system. It adds industrial visibility where standard detectors often miss the earliest operational signal.
If you are evaluating fire prevention and detection technologies for an industrial facility, reach out to the AVIAN team. We can help map your fire risks, decide where thermal monitoring or AI video detection adds value, and show how AVIAN fits alongside your existing fire alarm, gas detection, and suppression systems.
Get new AVIAN insights in your inbox
We'll send practical notes on industrial fire prevention, thermal monitoring, and customer learnings. No noise.